二保焊怎样调电压与电流(详解二保焊机电流和电压调节匹配方法)
二氧化碳气体保护焊,是焊接电压提供焊丝的融化能量。电压越高焊丝融化速度越快;而焊接电流实际上是调送丝速度与融化速度的平衡结果。

1
焊接电流
焊接电流应根据焊接条件(板厚、焊接位置、焊接速度、材质等参数)选定相应的焊接电流。因此二氧化碳气体保护焊接电流必须与焊接电压相匹配,要保证送丝速度与焊接电压对焊丝的融化能力一致,以保证电弧长度的的稳定。
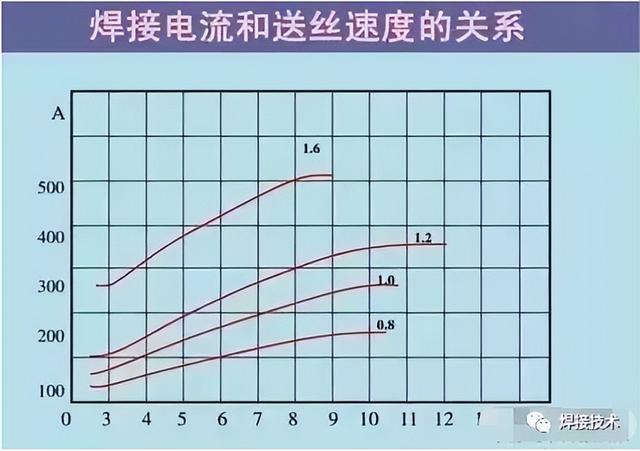
焊接电流与送丝速度关系图
同一焊丝,电缆越大送丝速度越快。电流相同,焊丝越细送丝速度越快。
2
焊接电压
焊接电压即电弧电压:提供焊接能量。电弧电压越高,焊接能量越大,焊丝融化速度越快,焊接电流也就越大。
电弧电压等于焊机输出电压减去焊接回路的损耗电压,可用如下公式表示:
U电弧=U输出-U损耗
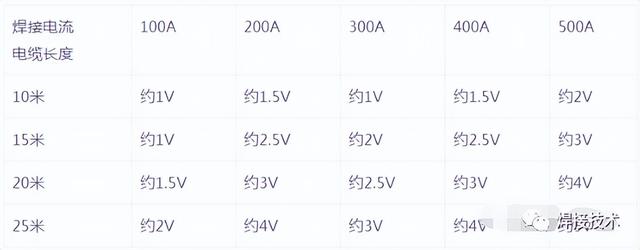
如果焊机安装符合安装要求的话,损耗电压主要指电缆加长所带来的电压损失,若焊接电缆需要加长,调节焊机的输出电压时可参考下表:
3
焊接电压的设定

根据焊接条件选定相应板厚的焊接电流,然后根据下列公式计算焊接电压:
<300A时 :焊接电压=(0.05×焊接电流 14 ± 2)伏
>300A时:焊接电压=(0.05×焊接电流 14 ± 3)伏
举例1:选定焊接电流200A,则焊接电压计算如下:
焊接电压=(0.05×200 14 ± 2)
=(10 14 ± 2)伏
=(24 ± 2)伏
举例2:选定焊接电流400A,则焊接电压计算如下:
焊接电压=(0.05×400 14 ± 3)
=(20 14 ± 3)伏
=(34 ± 3)伏

4
焊接电压对焊接效果的影响
电压偏高时:弧长变长,飞溅颗粒变大,易产生气孔,焊道变宽,溶深和余高变小,并有“啪嗒!啪嗒!”响声。
电压偏低时:焊丝插向母材,飞溅增加,焊道变窄,溶深和余高变大,并有“嘭!嘭!嘭!”响声。

免责声明:本文为转载,非本网原创内容,不代表本网观点。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
如有疑问请发送邮件至:bangqikeconnect@gmail.com
- 沃尔沃XC60 全部在售 2024款 2023款 2022款 2021款 2020款 2019款
- 加1万多374匹 吉利银河E8这么硬核?
- 加1万多374匹 吉利银河E8这么硬核?
- 领军行业剑指第一!开瑞汽车携手合作伙伴共绘2024发展新篇章
- 思必驰x极氪007,智能交互突破豪华纯电界限
- 奥迪A4L 全部在售 2024款 2023款 2022款 2021款 2020款 2019款
- 奥迪A6L 全部在售 2024款 2023款 2022款 2021款 2020款 2019款
- 宝马3系 全部在售 2024款 2023款 2022款 2021款 2020款 2019款
- 宝马5系 全部在售 2023款 2022款 2021款 2020款 2019款 2018款
- 北京BJ40 全部在售 2024款 2023款 2022款 2021款 2020款 2019款